
Current Location:Home Page >News >Industry News
What are the differences between aluminum alloy heat treatment characteristics and steel heat treatment?
Date:2020-05-27
The heat treatment of aluminum alloy castings is to choose a certain heat treatment specification, control the heating rate to a certain temperature and keep it for a certain time to cool at a certain rate, change the structure of its alloy, its main purpose is to improve the mechanical properties of the alloy and enhance corrosion resistance Performance, improve processing performance, and obtain dimensional stability。

As we all know, for steels with high carbon content, high hardness is obtained immediately after quenching, and the plasticity is very low. However, this is not the case for aluminum alloys. After the aluminum alloy is quenched, the strength and hardness do not increase immediately. As for the plasticity, instead of decreasing, it has increased. However, after this quenched alloy is placed for a period of time (such as 4 to 6 days and nights), the strength and hardness will be significantly improved, and the plasticity will be significantly reduced. The phenomenon that the strength and hardness of the aluminum alloy increase significantly with time after quenching is called aging. Aging can occur at room temperature, which is called natural aging, or it can occur in a certain temperature range (such as 100 to 200 ℃) above room temperature, which is called artificial aging。
The age hardening of aluminum alloy is a quite complicated process. It not only depends on the composition and ageing process of the alloy, but also depends on the defects caused by the shrinkage of the alloy during the production process, especially the number and distribution of vacancies and dislocations. It is generally believed that age hardening is the result of the segregation of solute atoms to form a hardened zone。
The size and number of hardened zones depend on the quenching temperature and quenching cooling rate. The higher the quenching temperature, the greater the vacancy concentration, the greater the number of hardened zones, and the size of the hardened zones decreases. The higher the quenching cooling rate, the more vacancies are fixed in the solid solution, which is beneficial to increase the number of hardened areas and reduce the size of hardened areas。
A basic characteristic of precipitation hardening alloy systems is the equilibrium solid solubility that changes with temperature, that is, the solid solubility increases with temperature. Most aluminum alloys that can be strengthened by heat treatment meet this condition。
First:Basic knowledge of aluminum and aluminum alloy heat treatment
1.The role of heat treatment of aluminum and aluminum alloys
The aluminum and aluminum alloy materials are heated to a certain temperature and kept for a certain time to obtain the expected product structure and performance。
2.The main methods and basic principles of heat treatment of aluminum and aluminum alloys
(1)Classification of aluminum and aluminum alloy heat treatment (as shown below)
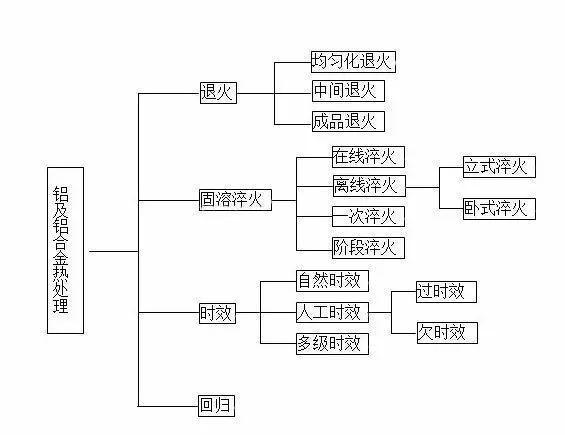
Aluminum and aluminum alloy heat treatment classification
(2)Basic principle of heat treatment of aluminum and aluminum alloy
(1) Annealing: The product is heated to a certain temperature and kept warm for a certain period of time and then cooled to room temperature at a certain cooling rate. Through atomic diffusion and migration, the organization is more uniform and stable, and the internal stress is eliminated, which can greatly improve the plasticity of the material, but the strength will be reduced.
①Ingot homogenization annealing: long-term heat preservation at high temperature, and then cooling at a certain speed (high, medium, low, slow) to homogenize the ingot chemical composition, structure and performance, which can increase the plasticity of the material by about 20% and reduce extrusion The force is about 20%, the extrusion speed is increased by about 15%, and the quality of the surface treatment of the material is improved.
②Intermediate annealing: also known as local annealing or inter-process annealing, it is to improve the plasticity of the material, eliminate the internal processing stress of the material, and maintain a shorter time at a lower temperature to facilitate continued processing or obtain a certain combination of properties.
③Complete annealing: Also called finished annealing, it is held at a higher temperature for a certain period of time to obtain a softened structure in a completely recrystallized state, with the best plasticity and lower strength.
(2)Solution quenching treatment: heat-treatable aluminum alloy material is heated to a higher temperature and maintained for a certain time, so that the second phase or other soluble components in the material are fully dissolved into the aluminum matrix to form a supersaturated solid solution, and then Keep this supersaturated solid solution to room temperature by fast cooling method. It is an unstable state. Because it is in a high energy state, solute atoms may be precipitated at any time. But at this time, the material has high plasticity and can be cold worked or straightened.
①Online quenching: For some alloy materials with low quenching sensitivity, high temperature can be used for solid solution during extrusion, and then quenched with air cooling (T5) or water mist cooling (T6) to obtain certain structure and performance.
②Offline quenching: For some alloy materials with high quenching sensitivity, they must be reheated to a higher temperature in a special heat treatment furnace and kept for a certain period of time, and then quenched into water or oil with a transfer time of not more than 15 seconds to obtain a certain The structure and performance can be divided into salt bath quenching, air quenching, vertical quenching and horizontal quenching according to different equipment.
(3)Aging: After the solution-quenched material is kept at room temperature or a higher temperature for a period of time, the unstable supersaturated solid solution will decompose, and the second phase particles will be precipitated (or precipitated) from the supersaturated solid solution and distributed in α (AL) Strengthening around aluminum grains, resulting in strengthening is called precipitation (precipitation) strengthening.
Natural aging: Some alloys (such as 2024, etc.) can produce precipitation strengthening at room temperature, called natural aging.
Artificial aging: Some alloys (such as 7075, etc.) have precipitation precipitation strengthening at room temperature is not obvious, and the precipitation strengthening effect at a higher temperature is obvious, called artificial aging.
Artificial aging can be divided into under-aging and over-aging.
① Under-aging: In order to obtain a certain performance, control the lower aging temperature and maintain a shorter aging time.
② Over-aging: In order to obtain some special properties and better comprehensive performance, the aging is carried out at a higher temperature or under a longer period of heat preservation.
③Multi-level aging: In order to obtain some special performance and good comprehensive performance, the aging process is divided into several stages. Can be divided into two-stage and three-stage aging
④ Regression treatment: In order to improve the plasticity and facilitate the cold bending forming or correct the shape and position tolerance, the quenched and aging products can be restored to the new quenched state by heating at a high temperature for a short period of time. This is called regression treatment.
Second: cooling rate of aluminum alloy quenching
The cooling rate of the aluminum alloy quenching furnace during quenching must ensure that the supersaturated solid solution is fixed and does not decompose. To prevent precipitation of strengthening phase and reduce the mechanical properties after quenching and aging.
Therefore, the faster the cooling rate during quenching, the better. However, the greater the cooling rate, the greater the residual stress and residual deformation of the quenched product, so the cooling rate should be determined according to different alloys and products of different shapes and sizes.
The quenching of general alloys has a strong sensitivity to the cooling rate, and the selected cooling rate is greater. Such as 2A11, 2A12 alloy quenching cooling rate should be above 50 ℃/S, while 7A04 alloy is very sensitive to the cooling rate, and its quenching cooling rate is required to be above 170 ℃/S.
For products with different shapes and sizes, different cooling rates should be used, usually by adjusting the temperature of the quenching medium. For simple shapes, small and medium-sized rods, room temperature water quenching can be used (water temperature is generally L0~35℃), and for profiles with complex shapes and large wall thickness differences, 40~50℃ water quenching can be used.
For products that are particularly prone to deformation, the water temperature can even be increased to 75~85℃ for quenching. The test proves that as the water temperature increases, the mechanical properties and corrosion resistance of the quenched products decrease.
The most common quenching medium for aluminum alloys in aluminum alloy quenching furnaces is water. Because the viscosity of water is small, the heat capacity is large, the evaporation heat is fast, the cooling capacity is strong, and it is very convenient and economical to use.
But its disadvantage is that the cooling capacity is reduced after heating. The quenched and heated products can be divided into three stages in water cooling: the first stage is the film boiling stage. When the hot product comes into contact with cold water, an uneven superheated steam film is immediately formed on its surface. It is very firm and has poor thermal conductivity, which reduces the cooling rate of the product.
The second stage is the bubble boiling stage. When the vapor film breaks, the liquid close to the metal surface boils violently, and a strong heat exchange occurs. The third stage is the heat convection stage, the circulation of cooling water, or the product swings left and right, or moves up and down, increasing the heat exchange between the surface of the product and the water to increase the cooling rate.
According to the above analysis, in order to quickly break through the first stage, one step of cooling, to ensure that the quenched products are cooled uniformly, it is necessary to install a compressed air tube in the quenching tank for stirring, and at the same time, the products must be properly oscillated after entering the tank.
In addition, in order to ensure that the water temperature will not rise too much, the quenching tank should have sufficient capacity (generally should be more than 20 times the total volume of the quenched product). And the cooling water should have a circulation device.
In addition to adjusting the water temperature to control the quenching cooling rate of the aluminum alloy quenching furnace, different solvents can be added to the cooling water to adjust the cooling capacity of the water.
Generally, the aqueous solution of polyethanol is used as the cooling medium, and the concentration of the aqueous solution of polyethanol can also be adjusted to control the cooling rate of the quenching of the product. Generally, products that are easily deformed are often quenched with this polyethanol aqueous solution.
Three: What is the difference between air cooling and water cooling quenching of aluminum alloy profiles
The quenching of aluminum alloy is from high temperature to low temperature for quenching. For example, the blade of steel knife should be quenched in water to be hard and sharp. The quenching of aluminum material also has water cooling quenching and air cooling quenching.
6063 aluminum profiles for construction use air-cooling quenching. Put the quenched aluminum profiles in the aging furnace for a certain period of time. The internal crystals of the aluminum profiles are rearranged and the mechanical strength is significantly improved. Among all alloys of metals, only aluminum alloys are ageing.
The forming temperature of aluminum alloy extruded profiles is 460~500 degrees, and the temperature after quenching is generally required to be 200. Through high-temperature extrusion molding, the state of artificial aging after solution heat treatment (quenching) is air cooling (T5); through the high-temperature extrusion molding process, the state of artificial aging is water cooling (T6).
As the saying goes: T5 is air-cooled after extrusion. T6 is water-cooled after extrusion, and the hardness increases after water quenching. It's that simple. But if the aluminum material needs to be bent, try not to be in the state of T6。
Some people think that the difference between T5 and T6 is only the difference in cooling speed, not the difference between air cooling and water cooling. The air-cooled cooling speed is large enough to achieve the T6 effect. On the contrary, the water cooling but the cooling speed is not large enough can only be the effect of T5!
In fact, the T6 state can be used for both online quenching (water cooling or strong air cooling) and offline quenching (quenching with a quenching furnace), but it should be determined according to customer requirements and product variety specifications。
In actual production, no matter which production process is adopted, the key is to meet the mechanical strength requirements of the aluminum profile product。
Hardness has nothing to do with air cooling speed and water cooling speed。
The better the cooling effect, the better the hardness after aging. Why is there a difference between T5 and T6? Because the size of T5 air-cooled products will not be deformed, almost all profiles such as doors and windows will choose T5, and T6 is water-cooled. The profile will deform when it meets water, especially if there is an opening, it will deform easily when it meets water。
Of course, you can also pass the water in the form of floating water, which is the kind of spraying method. The effect of the product after passing water will of course be much better than the effect of air cooling. 6063-T5 is between 10-13 and 6063-T6 can reach more than 13。
Copyright Huzhou Henghui Technology Co., Ltd. 浙ICP备20006723号-1
